专注于焊接加工服务
苏州激光焊接加工生产厂 咨询热线:0512-55106316 / 15050229909
咨询热线:0512-55106316 / 15050229909

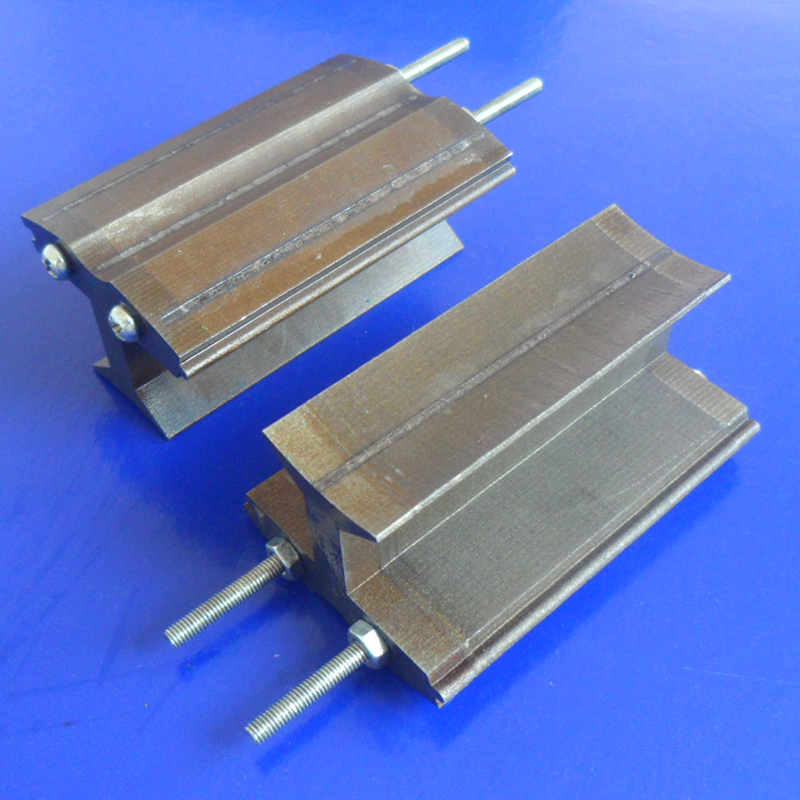
深熔,或称作深度穿透焊接。常见于以高激光功率焊接较厚的材料。在深熔焊接中,激光聚焦在一起从而在工件上形成极高的功率密度。
事实上,激光束聚焦的部位会使金属气化,令金属熔池中出现一个盲孔(即深熔孔)。金属蒸汽压力会挡住周围熔化的金属,使盲孔在焊接过程中始终处于开口状态。
激光功率主要在蒸气与熔体边界和深熔孔壁处被熔体吸收。聚焦的激光束和深熔孔沿焊接轨迹持续移动。焊接材料在深熔孔前方熔化,并在后面重新凝固形成焊缝。
其影响激光深熔焊接效果的因素有:
1、材料本性
被焊工件材料对激光的吸收决定了激光焊接的效率,影响材料对激光的吸收率的因素有两个方面:
1)材料电阻系数,经过对不同材料抛光表面的吸收率测量发现,材料对激光的吸收率与电阻系数的平方根成正比,而电阻系数又随温度的变化而变化;
2)材料的表面状态对光束吸收率有较重要的影响,因而对焊接效果产生明显作用。
2、激光功率密度
进行深熔焊接的前提是聚焦激光光斑,使其拥有足够高的功率密度,因此激光功率密度对焊缝成形有决定性的影响。激光功率同时控制着熔透深度与焊接速度。对一定直径的激光束,当增大激光功率时,熔深加深,焊接速度加快。
对达到一定焊接熔深的激光功率一般存在临界值,达到这个临界值时,熔池剧烈沸腾,超过时则熔深会急剧减少。另外,由于金属蒸气的作用力,熔池内会形成小孔,而小孔正是深熔焊接实现的关键。焦斑功率密度不仅与激光功率成正比,还与激光束和聚焦光路参数有关